Empresas Premium





Las bombas centrífugas aplicadas a la industria farmacéutica tienen unos requisitos de materiales, acabados y certificados muy específicos que lo diferencian de otros sectores como el cosmético, el químico o alimentario. El agua purificada o para inyectables es un producto ultrapuro que tiene que ser tratado con el máximo cuidado.
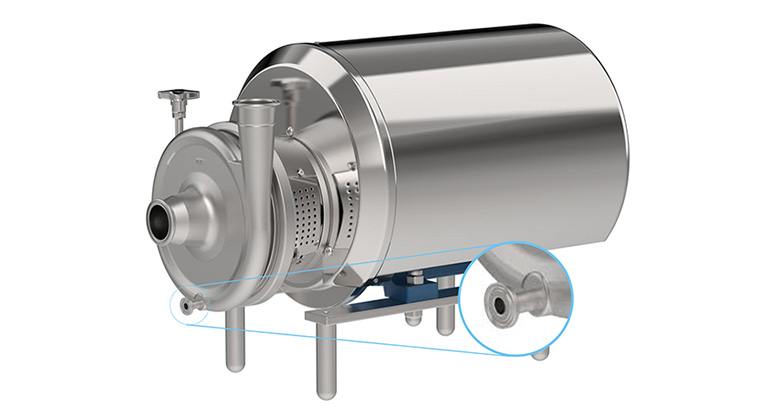
Bomba centrífuga para el sector farmacéutico CSA de CSF con el detalle de la válvula de drenaje
Quilinox informa de cuáles son los requisitos más importantes que debemos tener en cuenta a la hora de comprar este equipo para una instalación.
El requisito más común es el acero inoxidable AISI-316L, ya que su durabilidad es mayor que la de otros materiales ya que estas bombas van a estar sometidas a rigurosos ciclos de limpieza y esterilización. Esta aleación es inalterable con la mayoría de los productos usados en la industria farmacéutica, aunque existen otros tipos de aleaciones especiales para otro tipo de aplicaciones como pueda ser el dúplex, que se elegirá si tratamos con suero salino.
Además, las juntas de estanqueidad deben disponer de certificado FDA, lo que asegura unos estándares de fabricación estrictos que impiden la migración de las propiedades de los materiales en contacto al producto final.
Una de las peticiones obligatorias es el electropulido de las partes en contacto con el producto para lograr una rugosidad inferior a 0’8µ, llegando bajo demanda al proveedor de la bomba a las 0,5µ. Con esto logramos que la higiene en la propia bomba sea más severa al quedar menos huecos en la superficie del acero donde pueda quedarse el producto.
También encontramos materiales en las juntas de estanqueidad en el sector farmacéutico que aseguran una mayor asepsia que los clásicos elastómeros como puedan ser el EPDM, FPM – FKM o FEP. Esto es debido a que los ciclos de esterilización son cada vez más exigentes con estos elementos, por lo que es preciso una detallada selección que permita su uso en procesos SIP. Por eso, cada vez se demanda más elastómeros de tipo técnico como el FFPM o el FFKM, una nueva generación de este tipo de juntas que permite una durabilidad mucho más alta.
Mecánicamente, este tipo de bombas tienen unas exigencias de trabajo muy altas, con usos de 24/7. El cálculo de los elementos sometidos a desgaste, como puedan ser los cierres mecánicos o los cojinetes, es fundamental. Esto se traduce en el uso para el primer caso de carburo de tungsteno integral, y en el segundo, la selección del material se hace pensando en una mayor vida útil del rodamiento.
El cuerpo de la bomba, además, debe llevar la válvula de drenaje para vaciar el producto cuando se vaya a efectuar la limpieza SIP. Si quedara algo de producto en el momento de hacer el proceso de esterilización, se produciría una vaporización instantánea que puede llegar a hacer explotar los equipos en contacto con el riesgo que supone para el personal y los bienes.
Incluso detalles como las patas de la bomba deben cuidarse, ya que tiene que estar sin la rosca expuesta para evitar puntos de contaminación.
Una forma sencilla de valorar la validez de una bomba para estos procesos es que estén certificadas por entidades supranacionales que garanticen su higiene para los procesos farmacéuticos.
Por ejemplo, la bomba centrífuga para usos farmacéuticos CSA de CSF, está certificada por el EHEDG (certificación europea), FDA y 3A (certificación americana). También, bajo demanda, se puede realizar con certificación ATEX, para atmósferas explosivas.
Quilinox dispone de un equipo de asesores Quilinox, con cientos de casos de éxito en el sector farmacéutico a lo largo de sus 40 años de experiencia, para informar sobre la bomba más adecuada, tal y como indican desde la compañía.